El boom de los Geles antibacteriales y las bombas industriales sanitarias
agosto 12, 2022
Q-Pumps® diseña y fabrica bombas industriales diseñadas para diversas aplicaciones sanitarias entre ellas la elaboración del gel antibacterial.
¿Cuál es el origen del gel antibacterial?
Gracias a las propiedades químicas del alcohol, que es capaz de eliminar bacterias, virus y gérmenes fue que Lupe Hernández lo consideró como el mejor desinfectante para manos. Ese mismo año patentó el invento; el resto es historia. Este producto primero fue fabricado y comercializado exclusivamente para uso médico y de hospitales, agregando un valor incalculable para la intervención médica y los protocolos de higiene en centros de salud. Pero no fue sino hasta 20 años después que entró al mercado el primer gel antibacterial comercial con la marca Purrel.
El gel antibacterial y las bacterias, virus, covid y gérmenes
El paso de los años, y la presencia de nuevas enfermedades han hecho del gel antibacterial un producto popular y bastante reconocido. Recientemente con la nueva presencia de un virus a nivel global, como lo es el SARS COVID-19, el gel antibacterial pasó a ser un producto necesario en la rutina diaria de higiene y desinfección. Además, los medios oficiales de información destacaron al gel antibacterial como una solución antiséptica, capaz de eliminar gérmenes y la presencia del virus de las manos y superficies. Estos productos se convirtieron en una alternativa para reducir la difusión del virus, siempre y cuando contuvieran al menos un 60% de alcohol.
Tipos de Gel Antibacterial
Existen otros geles cuya diferencia radica en algunos de sus componentes activos, o en la función que tienen:
1. Gel antibacterial de amplio espectro
2. Gel antibacterial con tricocarbán
3. Gel antibacterial con triclosán
4. Gel antibacterial de cítricos
5. Gel antibacterial a base de clorhexidina
6. Gel antibacterial con alcohol
La OMS y su recomendación sobre el gel antibacterial
1. Gracias a sus propiedades, su efecto es de amplio espectro, y posee un mínimo de riesgo para generar resistencia de las bacterias, virus y gérmenes.
2. Es la mejor alternativa en lugares donde no hay accesibilidad o disposición de agua, jabón, lavabos u otras instalaciones sanitarias.
3. Su uso es rápido, eficaz y puede ser frecuente sin representar un riesgo para el usuario.
4. Su uso fomenta la higiene al ser más accesible.
5. Reduce el riesgo de contraer enfermedades por falta de higiene de las manos.
6. Reduce al mínimo el riesgo de efectos adversos, ya que es un producto seguro, aceptable y más tolerado.
¿Cómo se fabrica un gel antibacterial?
Para su elaboración existen diversas fórmulas y métodos, entre las más comunes se encuentra la siguiente, con estos ingredientes a considerar:
• Etanol al 96%
• Peróxido de hidrógeno al 3%
• Glicerol al 98%
• Agua destilada estéril o hervida fría.
1. Se debe verter el alcohol considerado para la cantidad de producto que se va a elaborar.
2. Se Añade el peróxido de hidrógeno a la mezcla.
3. Agregar el glicerol, esta es una sustancia viscosa que puede quedarse pegada a las paredes del contenedor, por lo que debe limpiarse con agua destilada estéril o hervida fría antes de verter su contenido en otro depósito.
5. Una vez terminada la preparación, se debe colocar la tapa del depósito lo antes posible para evitar la evaporación del alcohol.
6. Se mezcla nuevamente la solución agitándola suavemente.
7. Se Distribuye el producto en contenedores más pequeños que vayan a usarse para la transportación.
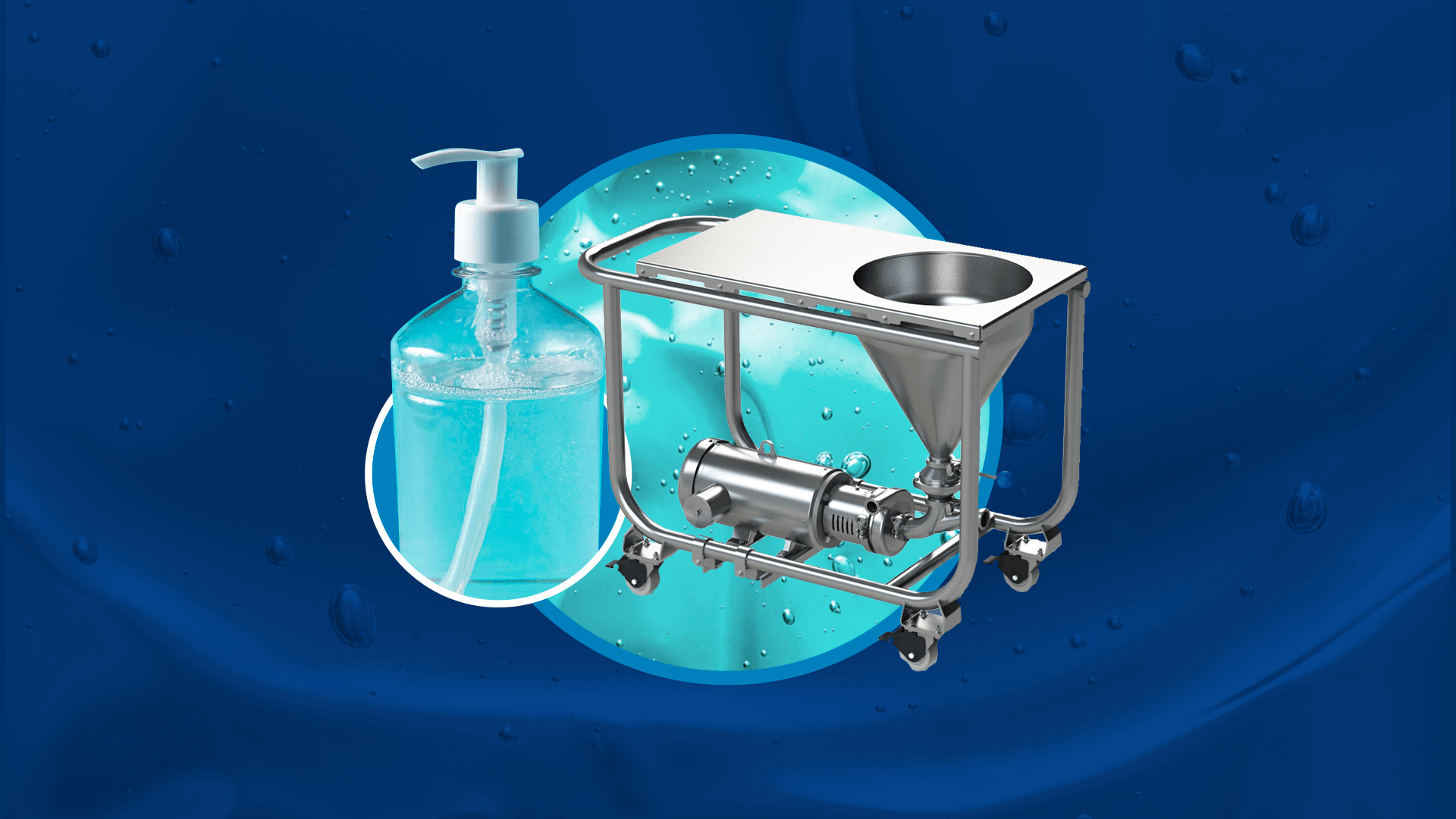
Soluciones de bombeo para geles antibacteriales de Q-Pumps: Mezclador Serie QDB.
Q-Pumps® diseña y fabrica bombas industriales diseñadas para diversas aplicaciones sanitarias entre ellas la elaboración del gel antibacterial. El Dry Blender o QDB es fabricado como una solución para aplicaciones que necesitan ser mezcladas o desintegradas mientras son bombeadas. Con una mesa con cono y válvulas integrados para facilitar las tareas del operador, la serie QDB se distingue por ser un equipo práctico y versátil.
Ventajas de la bomba QDB
- Cuenta con una variedad de aditamentos para diferentes tipos de sólidos que se quieran mezclar.
- Es funcional para distintos procesos de mezcla de sólidos y geles.
- Facilita la limpieza gracias a su diseño.
- Cuenta con una válvula de bola para permitir el paso de sólidos de mayor tamaño y evitar apelmazamiento.
- Sellos estándar en SiC/SiC con otras opciones disponibles.
- Un kit de aditamentos convierte fácilmente una bomba QC+ a un Inline Mixer QIM o un QDB.
Certificados de la bomba QDB
3-A Sanitary Standards, Inc.
European Hygienic Engineering & Design Group
Ponte en contacto con nosotros.
Conoce más de la Bomba de doble tornillo Serie QBD